The 19th Beijing Essen Welding & Cutting Fair
Martial Arts Mat is an Eva Mat , in double
colors for reversible, in 100cm x 100cm, offering 2cm, 2.5cm, 3cm and 4cm
thickness.
Eva Martial Arts Mat is made from Eco-friendly, high
density, closed cell, non-smell and non-toxic Eva Foam material. With
interlocking edges, each mat can be connected easily without any loose.
It is always used as Eva Tatami Mat , Eva Jigsaw Mat, Eva Taekwondo Mat, Eva Karate Mat , EVA Judo Mat, EVA Jiu Jitsu Mat and EVA Aikido Mat. The thick
foam provides a protection for trainers when they fall on the floor. Also we
have 3 different textures for surface of the mats, which is "T" texture, five
strips texture and tatami texture. All of them provide a good traction to the
feet.
The
colors we usually offer for the martial arts mat is blue & red, blue &
yellow, black & red, single black. Or we can offer customized colors based
on customers` requirement.
We used
heard many of customers complained about the bad experience on the bad smell
mats they purchased from other supplier. Indeed, that may cost a lower even
half of our price, it is because the EVA foam material is what we call
second-hand material, its smell will make people uncomfortable. Melors promise
that the EVA foam material we use would be never second-hand foam material,
what we offer is truly non-smell and non-toxic.
Martial Arts Mat Martial Arts Mat,Eva Martial Arts Mat,Eva Taekwondo Mat,Interlocking Jigsaw Mat,Tatami Interlocking Mat,Eva Karate Mat Huizhou Melors Plastic Products Factory , https://www.melorsfoam.com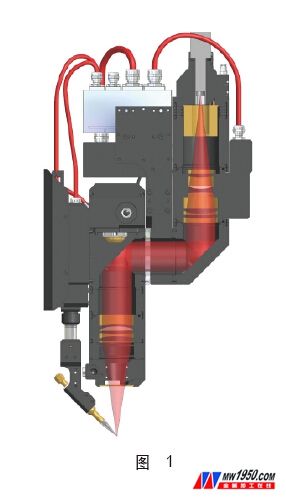





Today's welding is in the midst of modern industry such as computers, information technology, robotics, new materials and extreme structures. The reality of demand continues to challenge traditional manufacturing models. In digital intelligent welding equipment, intelligent tracking technology, as a special key component of digital intelligent welding equipment, plays a very important role in the welding process.
Achieving accurate weld tracking is the key to ensuring the quality of the automatic weld, and the sensor is the most critical part of the automatic seam tracking system. At the same time, because the intelligent and automatic welding process is an important means to ensure welding quality, improve production efficiency and improve working conditions, sensing technology is the key technology to realize intelligent welding and automation.
First, the development and application of tracking sensing technology
In the weld tracking system, the sensor is the key, which determines the tracking accuracy of the entire system. Welding sensors have evolved from the initial mechanical and electromagnetic development to the current arc sensors, optical (visual) sensors and the like. From the research and application at home and abroad in recent years, the research on optical (visual) sensors is the most active.
1. Mechanical (probe) contact sensing
The mechanical contact sensor realizes the seam tracking. The working principle is to place a metal probe on the front edge of the weld pool. The probe moves along the weld and transmits the weld position signal to the control system. The control system signals according to the probe. Correct the welding gun movement trajectory. The system has the advantages of simple structure, convenient operation, low price and no interference from arc, smoke and splash. The disadvantage is that the amount of information is small, the probe is easy to wear and deform, and different shapes of probes are required for different groove forms, which are not suitable for high-speed welding.
Scansonic of Germany invented a unique way of tracking seams: the wire can be used to provide material for the weld during the fusion and brazing process, and the wire is also used as a weld tracker that does not wear. The wire is pressed into the joint and melted under the focus of the laser, which is able to accurately position and guide the laser head along the weld. Figure 1 shows Scansonic's ALO3 laser processing head with the weld wire itself as a sensor and weld seam tracking during laser welding and brazing.
2. Ultrasonic sensing
The ultrasonic sensor is composed of an ultrasonic generating and receiving device. When the sensor swings left and right above the bead, the two-dimensional deviation information of the weld can be obtained, thereby realizing real-time tracking of the weld. Hu Shengyi from Tianjin University in China also carried out in-depth research in this regard. It is proposed to reduce the transmission loss of ultrasonic waves by using acoustic impedance matching technology. The focusing lens is used to focus the ultrasonic waves to obtain a fine sound beam, which improves the resolution of the sensor. The main cause of the attenuation of the ultrasonic signal in CO 2 was found to be the effect of the "relaxation absorption" effect. The physical isolation method using "sleeve + axial flow fan" is proposed, and the practice shows that good results are obtained.
The ultrasonic sensor has the characteristics of simple structure, high precision and low price. The measurement accuracy depends mainly on the frequency of the ultrasonic wave. The higher the frequency, the smaller the error. The frequency of the ultrasonic wave is generally 1.25~2.5MHz. Ultrasonic sensors are not afraid of electromagnetic, light, and smoke interference in welding, but are susceptible to noise interference and are sensitive to noise. How to achieve the focus of sound waves, reduce the dead zone of detection, increase the real-time performance, and minimize the loss of ultrasonic transmission are the problems that ultrasonic sensing needs to solve. Compared with optical sensors, ultrasonic sensors have lower computational intensities, but the accuracy of tracking is also lower.
3. Arc sensing
Arc sensing is a sensing method that obtains information on the lateral and high deviation of the weld from changes in current and voltage of the arc. The basic principle of the weld seam tracking is that when the arc is scanned laterally or rotationally in the weld during the welding process, the parameters of the arc itself (current, voltage, etc.) are changed to determine the arc due to the change of the distance between the torch and the surface of the workpiece. The relationship between the weld and the weld is thus performed. Because it directly extracts the weld position deviation signal from the welding arc itself, there is no need to attach any device to the welding gun, eliminating the "blind zone" between the sensor and the welding torch, there is no so-called hysteresis error, so its real-time, welding gun movement Flexibility and accessibility are very good, especially in line with the low-cost automation requirements of the welding process, so it became the most widely used and most effective weld tracking method in the 1990s.
The arc tracking-based weld seam tracking technology has matured to the present, so most of the newly introduced arc welding robots in foreign countries are equipped with arc sensing tracking devices. In the 1980s, the academician Pan Jijun and his collaborators of Tsinghua University conducted a multi-faceted study on the structure and control of arc sensors. In the late 1980s, a hollow-axis motor driven high-speed rotary scanning arc sensor was created, and the static of the arc sensor was proposed. And dynamic physics mathematical models.
4. Visual sensing
According to statistics, the welder judges whether it is correct and makes necessary adjustments during the welding process, and more than 80% of the information sources are based on vision. The use of visual sensing technology to obtain weld seam feature information has the advantages of large amount of information, no contact with the workpiece, high sensitivity and precision, strong anti-electromagnetic interference capability, etc., suitable for various groove shapes, and simultaneous weld seam tracking control And the control of welding quality is the most promising sensing technology.
Depending on the light source used in the imaging of the vision sensor, the visual sensor can be divided into an active vision sensor using auxiliary illumination such as a laser and a passive vision sensor using arc light and natural light as a light source. According to different imaging devices, it can be divided into linear array CCD, area array CCD and so on. According to the different laser active light sources, it can be divided into single-line, double-line, multi-line, ring, circle, grid and cross type laser vision sensors. Depending on the number of cameras used, it can be divided into monocular, binocular, and the like.
(1) The linear array CCD can take in the information of the lateral surface profile of the groove, and the information such as the center and width of the groove can be obtained by computer sampling. Although the amount of information provided is small, the information is critical and can satisfy the intelligent control. need. In addition, its price is relatively low, the signal processing process is simple, the response speed is fast, and the real-time performance is strong.
In order to solve the problem that the photoelectric sensor used for automatic tracking of the weld seam is sensitive to the surface condition of the workpiece, Wang Kezheng of Tsinghua University adopted a sensor optical path structure in which the laser structured light is obliquely incident from the front and the linear array CCD receives the scattered light signal directly above. By adaptively controlling the height of the sensor, the interference of the surface condition of the workpiece on the sensor detection signal is effectively reduced. In the design of the software, the position of the center of the weld is determined by digital filtering and image processing of the sensor output signal. Combined with the principle of proportional adjustment and fuzzy control, the fuzzy-P dual-mode segmentation control method is introduced to realize the bidirectional real-time tracking of the weld seam during submerged arc welding. The tracking accuracy in the horizontal and vertical directions is ±0.2mm and ±0.5mm, respectively, which meets the requirements of welding production.
In order to solve the problem of weld seam tracking of spherical tank welding robots, Chen Qiang of Tsinghua University designed a weld line tracking sensor based on linear array CCD.
(2) Passive vision sensing Passive vision mainly uses the arc itself or the auxiliary light source to illuminate the weld and the molten pool area. Before entering the CCD camera, the arc light must be subjected to light reduction filtering to avoid strong arc light on the welded image. interference.
For passive vision technology, due to the direct monitoring of the weld centerline of the arc and the welding torch, there is no problem with the lead detection error of the active vision sensor. At present, there are many methods based on passive vision sensing technology research at home and abroad. In the welding methods such as TIG, MIG, MAG and VPPAW, in-depth research has been carried out and good results have been achieved. At present, passive vision sensing technology is more often used to remove the interference band of light.
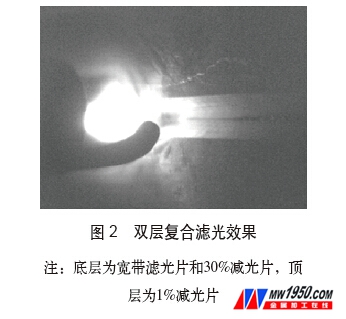
The aluminum alloy used in large rockets is mainly made up of 4~7mm thick medium and thick plates, and is welded by square wave AC GTAW method. The reflection of aluminum alloy is very strong. The square wave AC GTAW welding method does not have the base value and small current advantage of pulse GTAW. In order to clearly observe the weld seam, Shen Hongyuan of Shanghai Jiaotong University has designed a double-layer composite filter CCD system (see figure 2). With a two-layer filter, you can clearly observe the weld pool profile and see the weld information.
(3) Active vision sensing Because the laser is single wavelength, good coherence, free from external interference, the brightness is very high, so in order to overcome the strong arc, arc heat, smoke and splash effects in the welding process, in active vision The laser is selected as the imaging light source in the sensor. At the time of imaging, the weld information is obtained by one, a plurality of or a network of lasers that are irradiated onto the welded workpiece. Laser vision is a visual sensing technology based on the principle of optical triangulation. When the laser stripe is projected onto the surface of the joint or the groove, the stripe of the cross-sectional geometry is formed. After lens imaging and image processing, geometric information such as the width, area, wrong side and gap of the groove can be obtained. Therefore, due to the rich information of the laser vision sensor, it can be used not only for seam tracking, adaptive control of welding specifications, but also for post-weld topography or defect detection. It is the fastest growing and most promising sensor.
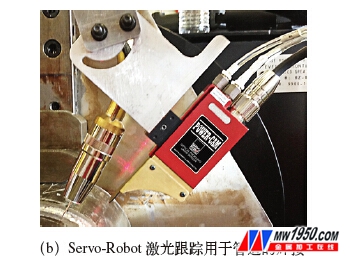
At present, companies such as Servo-robot in Canada and Meta in the United Kingdom have developed commercial products for different applications using laser and CCD cameras, and have been applied in production (see Figure 3).
image 3
Laser structured light vision sensor can be used for weld seam tracking, geometric dimension information obtained, and welding specification control. It has been studied by many domestic research institutes. Such as Zhu Renjie and Wu Lin of Harbin Institute of Technology, Zheng Jun and Pan Jiyi of Tsinghua University, Zheng Dinggen and Wang Kehong of Nanjing University of Science and Technology, Xu De and Li Yuan of Chinese Academy of Sciences, Zhu Liumei of Huazhong University of Science and Technology, Huang Junfen of Beijing Institute of Petrochemical, etc. The structured light vision sensor has been researched and some research results have been obtained and applied in some examples.
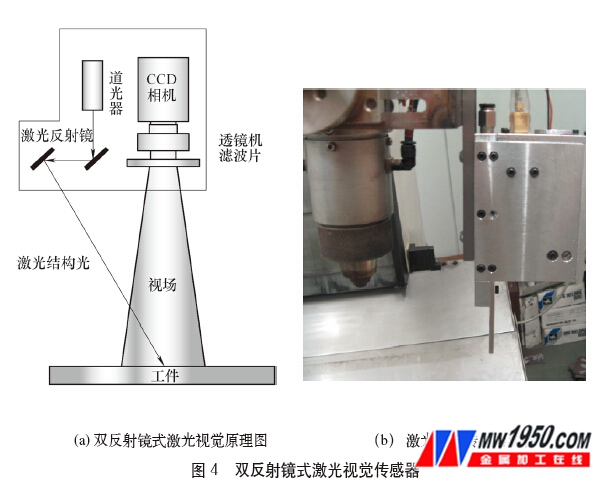
In order to minimize the size of the sensor and improve the integration of the sensor, Zhang Wei and Wu Yixiong of Shanghai Jiaotong University designed a dual-mirror laser vision sensor (see Figure 4). The line laser structured light is reflected by two mirrors and then irradiated onto the surface of the groove. The CCD camera captures the laser stripe light with distortion. Through image processing, feature extraction can obtain the geometric width, height and cross-sectional area of ​​the welding groove in real time. Geometric information, etc.
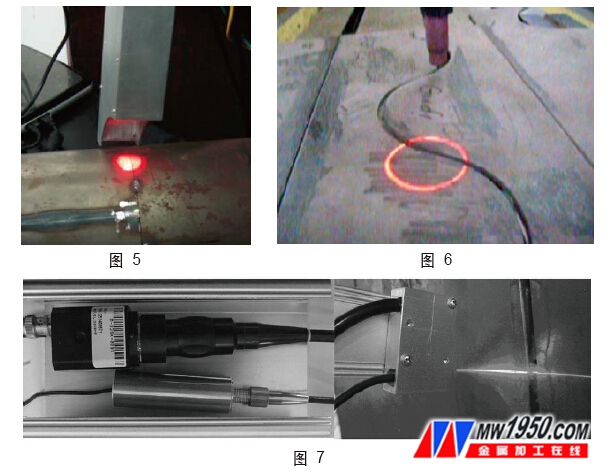
Zheng Jun of Tsinghua University proposed to use the surface structure light to realize the detection and tracking of the butt welds for the automatic welding of the small groove or the non-bevel weld. The system composition and detection algorithm were analyzed and studied, and the docking was realized. The detection and tracking of the weld-like joints show that the method has strong anti-interference ability and real-time performance, and can realize real-time detection and tracking of butt welds. The circular laser vision sensor is shown in Figure 5.
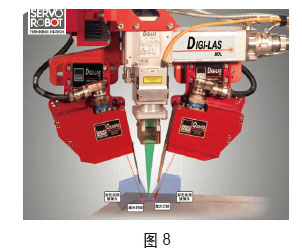
Xu Peiquan and Tang Xinhua of Shanghai Jiaotong University used a positive and negative lens combined with the method of eliminating aberrations to design a ring laser based on the rotation of the objective lens as the active light source. The area array CCD is used as the laser vision sensor of the imaging device for the weld. Weld seam positioning and weld seam tracking research. The ring laser vision sensor is shown in Figure 6.
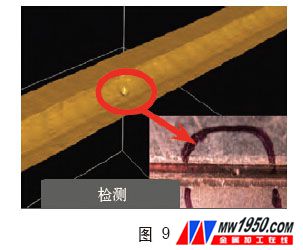
Huang Junfen of Beijing Institute of Petrochemical Technology designed a fiber-optic seam tracking sensor to separate the sensor head, the area array CCD and the base of the laser by using the optical fiber and the imaging fiber to reduce the size of the sensor head. Place a narrow-band filter at the coupling connection between the CCD and the fiber to filter out the light outside the laser wavelength to reduce or avoid the interference of the background light and the welding arc, and use DSP to process the image. The time for processing one frame of image is 0.28s, basically meet the weld tracking requirements. The laser vision sensor is small in size and is suitable for applications where space is relatively narrow. The fiber laser vision sensor is shown in Figure 7.
Applying the vision sensing system to the real-time monitoring of the welding process, it is possible to obtain accurate, intuitive and rich information on the light and electrical information of the welding area, especially the structured light method, which can not only detect the center position of the weld but also obtain It is one of the most promising methods for the welding parameters such as the shape and size of the weld, and for different shapes of welds and various welding methods.
More exciting content Welcome to Metalworking Online》》》Essen Special Report
Second, the development trend of tracking sensor technology
With the development of digital technology, information network technology, control technology, etc., the future tracking sensors will be faster and faster, smaller and smaller, multi-functional integration, information fusion, information and networking. ServoRobot Canada lists the tasks that future laser vision sensors can perform before, during, and after welding, from pre-weld positioning, assembly quality inspection, to weld tracking during welding, adaptive control, and melting. The detection of the pool, etc., and the inspection of the weld bead after welding, as well as the detection of weld defects, basically achieve full intelligent control of the entire welding process.
1. Multi-functional integration
The laser vision sensor detects the geometric information of the bevel to be welded. On the one hand, according to the detected deviation between the welding torch and the weld, the automatic centering and height adjustment of the welding torch is realized, that is, the weld seam is tracked in real time, and according to the detected slope The gap and cross-sectional area automatically optimize the welding parameters and adjust them online to achieve adaptive control of the welding parameters.
On the other hand, the high-speed and high-precision laser vision sensor is used to scan the surface of the weld, and the 3D image of the weld surface can be obtained. The geometric parameters of the weld formation such as weld width, residual height, weld toe angle, etc. can be measured by a certain algorithm. It can also detect defects such as undercuts, welds and surface pores.
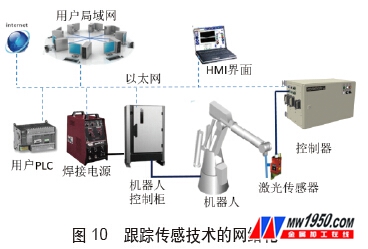
Figure 8 shows ServoRobot's DIGI-LAS/MDL laser vision system, which operates continuously at a laser power of up to 20 kW. The front laser camera is used for weld search positioning, weld tracking and adaptive parameter control; the latter laser camera is used for post weld weld formation and defect inspection, as well as obtaining data for compensating the robot path. According to the needs of the adaptive filler and penetration welding (lap penetration) process, the distribution mechanism and the side roller pressing device can be separately selected. The sensor's image sampling frame rate can reach 2000 frames/s, which is suitable for high-speed and high-precision seam tracking. A 2D camera for coaxial monitoring can be configured on the welding head for monitoring small holes or weld pools.
Figure 9 shows the detection of soldering defects with a rear camera. Compared with traditional visual inspection methods, machine vision post-weld inspection technology is more convenient to use, and significantly shortens the time taken for detection, eliminating the influence of subjective judgment, and the content of detection can be permanently preserved, which is beneficial to Subsequent statistical analysis. The inspection process can detect the weld seam immediately after the welding is completed, and can also detect the weld condition in real time during the welding process, avoiding expensive rework, reducing excessive welding and improving the overall quality of the product.
Fan Reconstruction of Shanghai Jiaotong University and others designed a three-light passive vision sensor for tungsten-arc argon arc welding of aluminum alloy. This sensor can observe the welding process images in three directions in real time, and can clearly collect welds and melt. Pool and back weld image. Through the multi-path visual sensor, the weld seam tracking can be realized, and the weld pool penetration control and the back surface melt width control of the weld seam can be realized.
In general, foreign countries have achieved certain results in this field, and commercial products have been put on the market, but the technology has yet to be further improved. The country is still in its infancy, so the research in this field has practical theory and application value.
2. Multi-sensor information fusion
With the advancement of technology, the current requirements for welding quality and efficiency are getting higher and higher. In the future, intelligent tracking sensors not only have weld seam tracking, but also integrate other sensing methods for quality monitoring. For example, based on laser vision sensing, the integrated arc sound sensor enables the sensing system to detect the sound from the arc while using the weld tracking and adaptive welding parameter control functions, for short-circuit transition of MIG/MAG welding. Process quality monitoring. Or integrate the ultrasonic sensor or the binocular vision sensor on the basis of the laser vision sensor, carry out the welding seam tracking and the adaptive control of the welding parameters through the laser vision sensor, and realize the wide-area welding environment identification through the ultrasonic sensor or the binocular vision sensor. , robot positioning, guidance and autonomous trajectory planning functions, thus truly realize the intelligence of the robot.
3. Networking
With the development and promotion of advanced manufacturing ideas such as lean production and network manufacturing, manufacturers are increasingly demanding the networked functions of equipment, and the sensing technology is also developing from the original stand-alone system to the network. The new sensor or system has an industrial Ethernet interface that makes it easy to form a networked manufacturing system with robots, PLCs, welding power supplies and PCs. Between the sensor and the sensor, the system and the system realize real-time interaction and sharing of information, realize networked tracking sensing and process control, thereby realizing the intelligent manufacturing process. The networking of tracking sensing technology is shown in Figure 10.
Third, the conclusion
(1) With the development of digital technology, information technology and control technology, the development of tracking sensors will be oriented towards multi-functional integration, multi-sensor information fusion, informationization and networking. Achieve welding quality monitoring from pre-weld positioning, assembly quality inspection, weld seam tracking, adaptive control, weld pool monitoring, post-weld weld morphology and weld defect inspection. Intelligent control of the process.
(2) The development of tracking sensing technology promotes the development of welding in the direction of intelligence, especially the development of visual sensors, which puts "eyes" on the welding, so that today's welding becomes "visual" welding, and welding manufacturing becomes intelligent manufacturing. Visualization and intelligence have become the development direction of future welding.
About the author: Zhang Wei, associate professor of Shanghai Jiaotong University, doctor of engineering, master tutor. Mainly engaged in mobile welding robot technology, laser processing technology, welding automation equipment and laser vision sensing and other aspects of research. He was awarded the second prize of Science and Technology Progress Award by the Ministry of Shipbuilding of China, the third prize of Science and Technology Progress Award of the Ministry of Machinery Industry of China, and the third prize of Shanghai Science and Technology Progress Award. Published more than 40 academic papers.