Engine cylinder hole platform moiré honing technology
With the advancement of automobile engine technology, there is a growing demand for higher power output, longer service life, compact design, and lower emissions. This has led to stricter requirements for the precision and quality of engine cylinder bore manufacturing. One effective method to meet these demands is platform honing, a finishing process that enhances surface quality and performance.
**Platform Honing**
Honing is a machining process where one or more oil stones are mounted on the circumference of a honing head. These stones are expanded radially to press against the inner wall of the workpiece hole, creating a controlled surface contact. The honing head rotates and reciprocates while the workpiece remains stationary, or alternatively, the honing head rotates and the workpiece moves back and forth, resulting in fine finishing of the hole.
Platform honing builds upon traditional honing by introducing an additional step: using the oil stone to grind down the peaks of the surface roughness, forming small, flat platforms. This results in improved sealing between the piston rings and the cylinder wall, reduced exhaust leakage, increased engine power, better support for the cylinder bore, less initial wear, and shorter break-in time. Additionally, it enhances oil film retention, improving lubrication during piston movement and reducing oil consumption.
**Platform Reticulation Evaluation Projects**
1. **Cylinder Bore Surface Quality Evaluation**
Surface quality is assessed according to ISO 13565 (DIN 4776). Key parameters include:
- **Rk (Core Roughness Depth):** The depth of the core roughness profile after removing the peaks and valleys.
- **Rpk (Peak Height Removed):** The average height of the peaks above the core profile.
- **Rvk (Removed Valley Depth):** The average depth of the valleys below the core profile.
- **Mr1 (Support Rate):** The percentage of the surface covered by the horizontal line intersecting the peak of the core profile.
- **Mr2 (Support Rate):** The percentage of the surface covered by the horizontal line intersecting the valley of the core profile.
- **Roundness:** The difference between the maximum and minimum diameter in a single cross-section.
- **Cylindricity:** The difference between the maximum and minimum diameters across several cross-sections (typically three).
2. **Relationship Between Evaluation Parameters and Support Rate Curves**
The relationship between these parameters is illustrated in Figure 1, which shows the support rate curve (Abbott curve), indicating how surface texture affects performance.
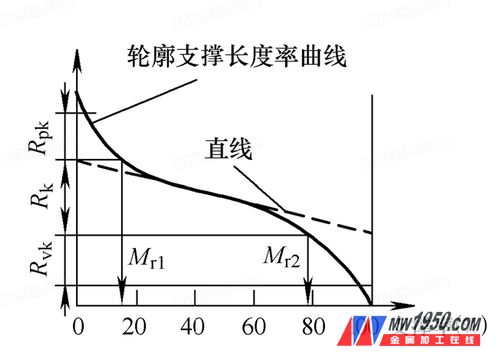
Figure 1: Support Rate Curve (Abbott Curve)
Assess the Relationship Between the Project and Engine Performance
Square Shower Holder Set,Bathroom Handheld Shower,Chrome Handheld Shower,Matt Black Hand Shower Holder Set
Kaiping Rainparty Sanitary Ware Technology Co.,Ltd. , https://www.rpshower.com